

昆山奥佰源精密机械有限公司
联系人:朱先生
电 话: 0512-5510-9626
手 机:158-2122-6595
邮 箱:sales@ksaby.com
地 址:昆山市周市镇华岗路688号9号厂房
产品规格特性:
电流反馈特性:
在从前的PID制御和电流反馈制御基础上追加配置电流波形峰值的制御方式。 根据电源电压的变化及发热针对工件附在的变化提供稳定的焊接电流。
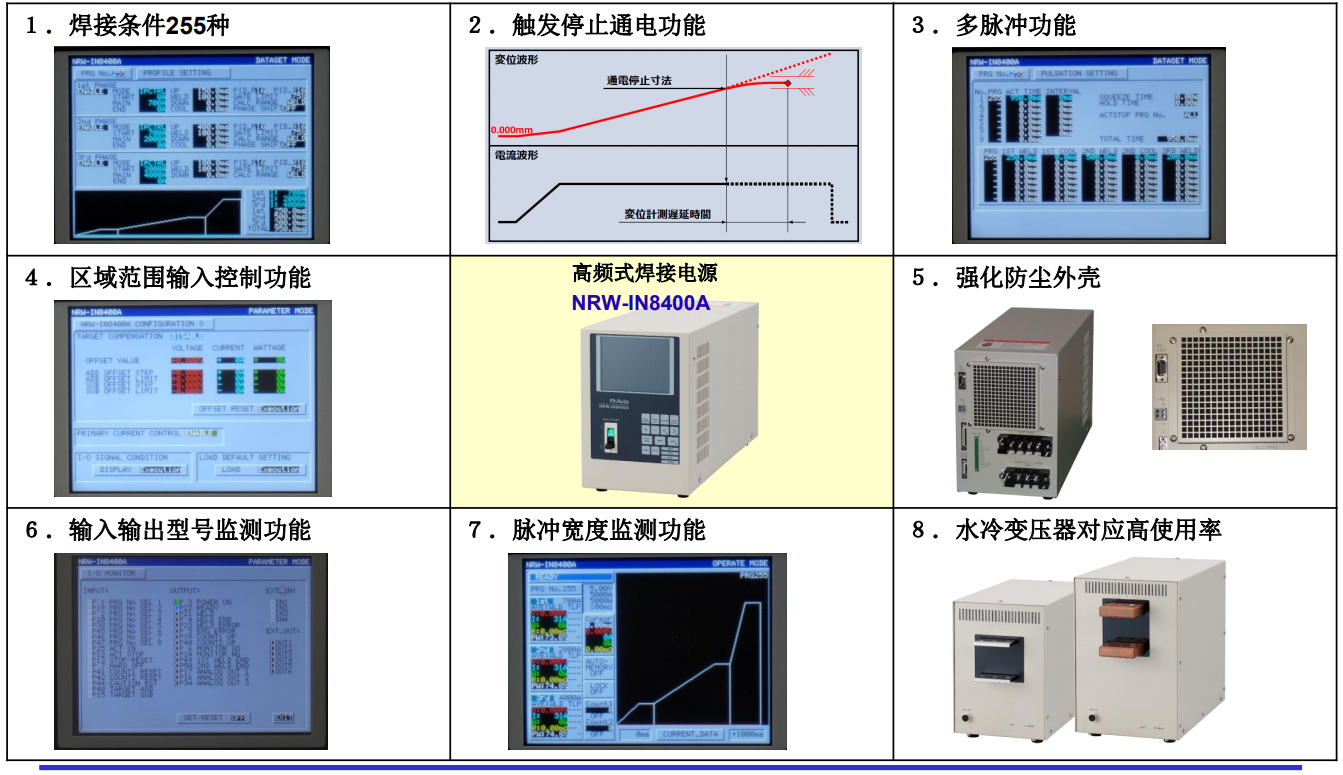
1、焊接条件255种
焊接条件数量扩大到255种。对应少量多品种的U型端子焊接时的条件切换。
例如12个端子无刷马达线圈的U型端子焊接时,分别设定12个端子的焊接条件。甚至
可以针对马达数量分别设定12条件xN套焊接条件。
另外, 1st、2nd、3rd通电设定可以在同一画面上操作。
2、触发停止通电功能(ACT STOP)
U型端子焊接的「最终完成尺寸」是重要的品质管理要素。
焊接过度会造成线材的断线,焊接不足会有导通不良及不牢靠的可能性。
使用此功能在达到设定的焊接尺寸时,通过ACT STOP信号强制停止通电而结束焊接。
焊接过度会造成线材的断线,焊接不足会有导通不良及不牢靠的可能性。
使用此功能在达到设定的焊接尺寸时,通过ACT STOP信号强制停止通电而结束焊接。
ACT STOP信号输入后通电停止的时机可以在1ms以内实现。这样能够保证进行非常稳
定的U型端子的焊接。
3、多脉冲功能
其他公司的产品的通电时间和输出(例如电流值)是在固定值状态返复进行的脉冲功能。
本产品有独自的程序、最高可达到24段通电、所有的通电时间和输出都可以任意设定。
此功能针对端子与线之间的热平衡差的U型端子焊接(例如线非常粗、而端子薄),也可
以做到不熔断端子设定得到最适合的热量焊接。
4、区域范围内输入控制功能
根据位移、温度等参数的判断结果的CAUTION输入(+:ADDition -:SUBtraction),
任意阶段性的增减下一次通电输出值。
可以对应实际的焊接状况的变化。例如,无TC温度反馈的热压接工法也能够实现温度
管理。但是需要PLC的控制。
5、防尘强化
变更吸引方式强化防尘。
降低工作现场的粉尘吸引造成的动作不良。
专用过滤膜备件。
6、输入输出信号检测功能
输入输出信号(I/O)的状态可以在离线状态确认。
强制ON/OFF输出信号,可以大幅度缩短设备安装、维护时的配线确认时间。
7、脉冲宽度监测功能
根据通电时高频输出(PWN宽)的平均值显示功能,能够掌握「焊接电源+焊接变压器」
到达最高输出时的裕度、焊接变压器二次电压的过不足状况。另外,也可以确认通电
回路的劣化状态、设定针对计测值的上下限和报警输出,有相应的预防保证措施。
8、高使用率水冷焊接变压器
标准配置强制空冷和水冷两种方式。
水冷状态时,U型端子等焊接可以实现高使用率。



